熊倉製作所では金属の切削加工をメインとしていますが、金属の加工には様々なものがあります。
加工(処理)によっては、自社ではそのための設備がなく、協力会社にお願いしています。
熊倉製作所では協力会社にお願いする加工として「熱処理」「メッキ処理」「アルマイト処理」などがあります。
今回はその中でメッキ処理にスポットを当ててみます。
メッキ処理とは、素材の表面に金属の膜をつくる処理のことです。
素材が金属の場合、さらに他の金属の膜で覆う目的としては、錆びやすい素材を、錆びにくい金属でメッキすることで、強度などの特性は素材のままに、錆びにくさの機能を付加することができます。
身近な例としては、ブリキが挙げられます。ブリキは基本的には鉄(鋼板)ですが、スズでメッキされることにより錆びにくくなっています。
あるいは「金メッキ」の場合、安価な金属の表面のみ金で覆うことにより、高級感を演出しています。
以前「ステンレスは鉄とクロムの合金である」と書きましたが、メッキについてもよく使われる組み合わせについては一般的な名称がついています。
さきほど挙げたブリキは鉄(鋼板)にスズをメッキしたもの。トタンは鉄(鋼板)に亜鉛をメッキしたものです。
ではメッキ処理を施すにあたり、どのように膜を形成させるか。
電気メッキ、溶解メッキなどの手法があります。
電気メッキ
メッキの一般的な手法である電気メッキは、文字通り電気的な作用で膜を作ります。
以下のように、メッキするもの(金属)、メッキされるもの(素材)を電解液に浸し、それぞれをプラス極、マイナス極として電流を流すと、以下のように、メッキする金属が電子を奪われイオンとして電解液中に溶け出し、電気的な作用で素材に引き寄せられ、素材の表面で再び電子の供給を受け安定状態となります。
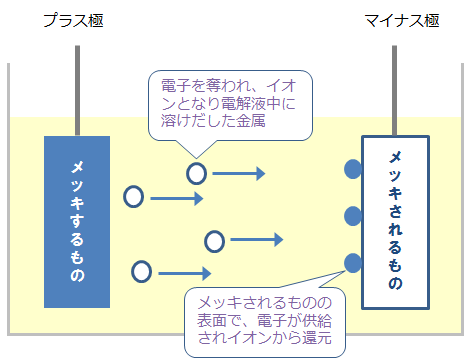
ただし、メッキされるものは導体(電気を通すもの)でなければなりません。
電流が大きいほど、電流を流している時間が長いほど、どんどんメッキが厚くなってきます。
つまり、メッキの厚さのコントロールは電流(正確には電流密度)と時間によって行います。
溶解メッキ
溶解メッキは非常にシンプルです。
メッキしたい金属を溶かし、そこに素材を浸します。
基本的にこれだけです。
串揚げをソースに浸して、ソースでコーティングさせるようなものです。
この手法であれば、電気メッキとは違い、メッキされるものは導体でなくても大丈夫です。
メッキする金属、素材が同じでも電気メッキで行う場合と、溶解メッキで行う場合があります。
それぞれの相対的な特性は以下のようになり、目的によって使い分けています。
| メリット | デメリット | |
|---|---|---|
| 電気メッキ | 剥がれにくい 厚さをコントロールしやすい |
厚くしにくい |
| 溶解メッキ | 厚くしやすい | 剥がれやすい 厚さをコントロールしにくい |
これらの他にもメッキするものを気化させて素材に付着させる「蒸着」などの方式もあります。
また今後も他の処理について書いていきます。
最近のコメント